
Every product has a process flow and let us make a very simple one for example. Say we have a plastic product that consists of two clips (item no. 120001) and some 100 g of raw material (item no. 100001).
The simplified process flow of this product looks like this:

Seems fairly simple (even too simple) and as milling and assy is done right at the moulding machine You might feel tempted to create only three different item numbers:
100001 – Raw material
120001 – Clip
300001 – Glovebox Assy
Well, You could do that and define three operations (moulding, milling, assembly) for the finished item 300001 Glovebox Assy ending up with Your product master data like this:

Some might even say that this way You will only have to report the production once instead of reporting each operation (sounds efficient), but I strongly disagree, because by doing that You will not be able to:
– see and analyse quality data of each of the abovementioned three processes (moulding, milling and assy),
– see and analyse stoppage data of each of these processes and because of this
– get the correct picture of the efficiency of Your processes including OEE.
Unless You report each of the three operations (processes) to actually manufacture Your product You will definitely end up with distorted or no data at all to improve Your planning and processes and there would be no point in using any manufacturing execution system at all. So You can and hopefully will report the operations that You have created for Your product. Petkafy has nothing against it and You will be happy for some time. However, the product master data shown above will give You a lot of problems in the future.
Let me petkafy (read: explain).
At first everything is going nice and smooth, but one day You discover that You really want to optimize Your machine usage by moulding and milling some parts even before You have the clips in house to finish the product. So You need to store the milled plastic parts for some time, but as You don’t have an item number for it You cannot identify the parts very well. I believe You are creative and will invent a temporary solution to label the parts and store them so that You can still find them when the clips arrive. Or it might even be no problem at all if You are using an ERP that allows You to identify parts with labels stating the operation that they have passed. Anyhow, You need to do something special to identify, track and report the parts.
But all of a sudden Your milling tool breaks down and You don’t want to stop Your moulding machine, because the process is very stable. Now You have several pallets of unmilled plastic parts in addition to the ones that were milled, but had no clips. Another special labelling and storage solution? Will do for some time.
You will be able to report production from all different operations and there is no problem to measure Your operator efficiency, OEE or other manufacturing data, but Your planning and storage system (even if You are using an ERP in addition to Petkafy) is a little bit fucked up, because You have either no finished parts in stock and You cannot see very easily in what status or where Your semifinished items are or You will have finished parts in stock, but You cannot actually deliver them.
To make things even more complicated Your warehouse discovers that You cannot actually use the customer packing material to pack the moulded and milled parts, because the finished parts were to be delivered only next week and the packing material is not available yet. Again You will be creative and solve the issue by using Your internal packaging. Unless You want to lose track of Your packing materials planning You will also need to correct the routings and review the Bill of Material.
Any of the abovementioned cases is not very comfortable and will definetly give misleading signals to Your sales and even production planning at some point unless Your company is so small that You do it all by yourself.
Anyway, Your process flow has changed from the simple one above to a little bit more complex like this.

Depending on the flexibility of Your ERP system (if You are using one) You might have everything under control and visible, but thinking further You will probably realize that You could also have looked at all these three so-called operations as separate processes and created some more part numbers instead of operations.
In my opinion You should create at least 5 different item numbers, each of which would have its own Bill of Material (part structure). As both ERP systems and Petkafy are visualizing Your planning to the complete depth of Your finished part structure You will have absolutely correct reporting and planning without doing anything special at all. You will be able to see the part price of each different item and You will even be able to sell the unfinished parts in case Your customer likes to mill and assemble them him-/herself. If You decided to use Your own packing material for the semifinished items You will not have to correct any BOM, but if You didn’t, the correction is really simple by just replacing the packing material item numbers in the respective BOM rows.
The master data of Your semifinished and finished parts would look like this:
200001 Glovebox Moulded master data:

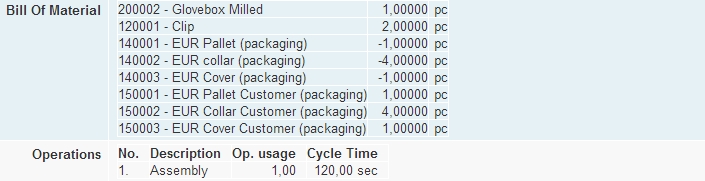
200002 Glovebox Milled master data:

300001 Glovebox Assy master data:
You can issue a Production Order on each of these items if You like and plan them however You like. You will never have any identification or location control difficulties and You have a clear status of each process. I believe You will also notice how the use and release of internal packaging has been solved in our example. You can find better ways, of course, but to me it seems quite a good approach that will give You correct planning input at any stage of Your process flow and information about how much of Your packing material is frozen in stock.
So I sincerely believe that in most cases where You are physically modifying the part, or an operation could possibly have its own BOM, it makes very much sense to create separate part numbers instead of just operations, because almost any system functions much more flexible and simple this way.
Then why do You need operations at all?
Operations can and should be used as part of the processes, but only for much more detailed information and activities that cannot be separated from the process itself. For example if You have a process of milling it could have operations like this:
300002 Glovebox Milled master data

This gives You the opportunity to dig into the data and analyse the components of total cycle time of each process, reduce waste where it is clearly visible, but also to go further and map the value stream correctly by separating value-adding operations from the non-value-adding ones for the whole process flow. So You definitely should define operations where needed, but as soon as You have a slight chance of storing or reporting the goods in between, You probably have two separate processes already and therefore You should use different item numbers instead.
Let me know if You disagree or have arguments against my approach, because the truth is born in dispute.